Nell'industria della lavorazione delle polveri, che comprende alimenti sostitutivi dei pasti, integratori alimentari in polvere, prodotti farmaceutici, chimici e materiali da costruzione, il processo di miscelazione di tutte le polveri e i granuli secchi si basa fondamentalmente su tre meccanismi di miscelazione di base: miscelazione convettiva, miscelazione per taglio e miscelazione diffusiva.
Nessun miscelatore funziona esclusivamente con un unico meccanismo. Al contrario, ogni apparecchiatura è dotata di un meccanismo di miscelazione dominante, adatto a materiali specifici e in grado di risolvere diverse problematiche di produzione. Difetti comuni come la segregazione delle polveri, la miscelazione non uniforme, l'agglomerazione e la presenza di zone morte residue derivano principalmente da un'incompatibilità tra le proprietà del materiale e il meccanismo di miscelazione principale del miscelatore.
1. Miscelazione convettiva: omogeneizzazione di massa tramite circolazione globale del materiale
Definizione di base
La miscelazione convettiva è il metodo di miscelazione su larga scala più fondamentale ed efficiente per le polveri. Grazie all'azione di componenti meccanici, grandi lotti di materiali subiscono uno spostamento integrale e un flusso ciclico, consentendo un rapido scambio di posizione delle polveri provenienti da zone diverse per ottenere un'omogeneità complessiva.
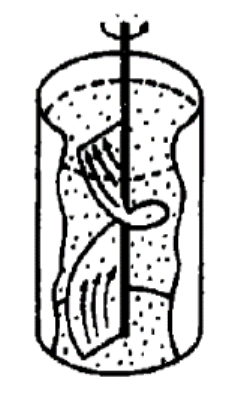
Principio di funzionamento
L'agitatore spinge i materiali sfusi all'interno del cilindro, facendoli roteare e trasferire in flussi e strati continui. Le polveri accumulate sui lati sinistro, destro, superiore e inferiore si intersecano e si fondono rapidamente per convezione forzata, completando una miscelazione macro-uniforme dell'intero lotto in breve tempo, il che risolve il problema della scarsa miscelazione complessiva di materiali di grandi volumi.
Materiali e caratteristiche applicabili
La miscelazione convettiva garantisce un'agitazione intensa e un'elevata produttività, ideale per la produzione di massa e l'omogeneizzazione completa di polveri e granuli secchi standard, come farine di cereali, premiscele per prodotti da forno, mangimi in polvere e polveri chimiche industriali in generale.
Tuttavia, presenta evidenti limitazioni: non è in grado di rompere i microagglomerati o di gestire polveri con densità drasticamente diverse delle frazioni leggere e pesanti. La miscelazione puramente convettiva spesso produce miscele "macroscopicamente uniformi ma microscopicamente incoerenti", soggette a una nuova separazione dopo la sedimentazione statica.
Attrezzatura rappresentativa
I miscelatori a nastro orizzontali e i miscelatori a convezione verticali rappresentano le apparecchiature principali per la produzione industriale di polveri su larga scala.
2. Miscelazione a taglio: raffinazione e disgregazione di polveri agglomerate ad alto contenuto di olio
Definizione di base
La miscelazione a taglio è un metodo di miscelazione di micro-precisione. Le forze relative di scorrimento, compressione e lacerazione generate tra le particelle di materiale e tra il materiale e le pale dell'agitatore disgregano i grumi e gli agglomerati di polvere.
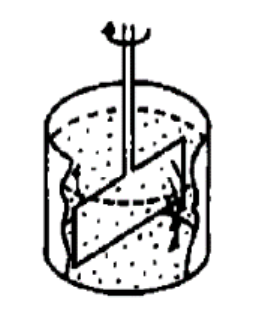
Principio di funzionamento
Durante il funzionamento, i diversi strati di polvere si muovono a velocità variabili. L'attrito e lo sforzo di taglio che si verificano tra gli strati in rapido movimento e quelli in lento movimento provocano la separazione e la raffinazione forzata delle particelle di polvere aggregate o appiccicose. Gli additivi minori e le polveri fini intrappolate negli agglomerati vengono completamente dispersi in tutto il materiale di base.
Materiali e caratteristiche applicabili
Questo meccanismo è studiato appositamente per polveri ad alto contenuto di olio, leggermente coesive e facilmente agglomeranti, tra cui polveri nutrizionali composte con polvere di grasso microincapsulata, miscele sostitutive del pasto ad alto contenuto di olio e additivi alimentari leggermente igroscopici e agglomeranti.
La miscelazione a taglio privilegia la raffinazione, la deagglomerazione e l'omogeneizzazione rispetto alla rapida rotazione in massa. Risolve i problemi di micro-aggregazione che la pura convezione non può risolvere, producendo miscele omogenee prive di grumi di particelle e arricchimenti localizzati di additivi.
Attrezzatura rappresentativa
Miscelatori a doppia pala senza gravità e miscelatori a vomere, che si basano su una potente forza di taglio per una miscelazione a secco raffinata.
3. Miscelazione diffusiva: miscelazione a micropermeazione per formulazioni di alta precisione con componenti minori
Definizione di base
La miscelazione diffusiva offre la massima precisione di miscelazione a livello microscopico. I materiali vengono continuamente agitati e mescolati, consentendo alle singole particelle di polvere di permeare e intersperdersi in modo casuale per una miscelazione proporzionale ultra-precisa.
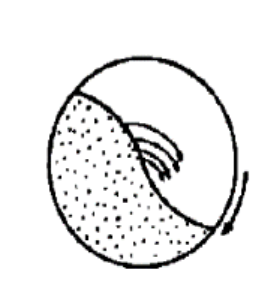
Principio di funzionamento
L'intero cilindro ruota e si ribalta, sollevando e disperdendo ripetutamente i materiali. Senza compressione forzata o spinta energica, le particelle di polvere si diffondono liberamente per gravità. Le particelle di additivi, anche minime, penetrano uniformemente negli spazi tra i granuli del materiale di base, eliminando completamente la segregazione di polveri leggere e pesanti e il microdosaggio non uniforme.
Materiali e caratteristiche applicabili
Ideale per la miscelazione di polveri di alto valore in piccoli lotti che richiedono un'eccezionale precisione, come ad esempio polveri vitaminiche, eccipienti farmaceutici, additivi alimentari in tracce e miscele nutrizionali di alta qualità.
La miscelazione diffusiva agisce delicatamente senza danneggiare la morfologia delle particelle. Genera una quantità minima di polvere e lascia poco materiale residuo, garantendo un'omogeneità superiore. Il suo principale svantaggio è la bassa velocità di miscelazione, che la rende inadatta alla produzione continua su larga scala.
Attrezzatura rappresentativa
Miscelatori a V e miscelatori a movimento tridimensionale, dispositivi fondamentali per prove di laboratorio e miscelazione di polveri di alta precisione.
4. Differenze principali e logica di selezione delle apparecchiature per i tre meccanismi di miscelazione
Un riepilogo conciso e orientato al settore per una rapida differenziazione:
Miscelazione convettiva: elevata produttività, grandi volumi di produzione, macro-omogeneità; ideale per la produzione standard di massa di polveri, per risolvere i problemi di miscelazione complessiva insufficiente.
Miscelazione a taglio: dispersione fine, prestazioni di deagglomerazione; per polveri coesive ad alto contenuto di olio per eliminare grumi di particelle e micro-non uniformità.
Miscelazione diffusiva: agitazione delicata e ultra-precisa, prestazioni anti-segregazione; ideale per piccoli lotti di polveri di alto valore, per risolvere problemi di segregazione di densità e microdosaggio impreciso.
Nella miscelazione industriale delle polveri, si combinano sempre effetti convettivi, di taglio e diffusivi, con un solo meccanismo che svolge il ruolo dominante.
Produzione in serie di polveri secche standard per alimenti e prodotti chimici: convezione come processo primario, diffusione come processo ausiliario.
Polveri ad alto contenuto di olio e facilmente agglomeranti: taglio come elemento centrale, convezione come supporto.
Polveri farmaceutiche e nutrizionali microdosate di alta qualità: la diffusione è prioritaria per garantire una miscelazione di alta precisione e priva di segregazione.

Una conoscenza approfondita di questi tre meccanismi di miscelazione aiuta i produttori a evitare i difetti di produzione più comuni, tra cui la segregazione delle polveri, l'agglomerazione, la miscelazione non uniforme e la contaminazione incrociata da materiale residuo. L'abbinamento del miscelatore corretto alle proprietà del materiale consente la produzione di polveri secche con una segregazione minima e un'uniformità di miscelazione superiore.
Data di pubblicazione: 27 giugno 2026